RTCP, in the high-end five-axis CNC system, considers RTCP to be Rotated Tool Center Point, which is what we often call the tool tip point following function. In five-axis machining, when the tool nose point trajectory and the posture between the tool and the workpiece are pursued, the additional movement of the tool nose point occurs due to the rotary motion. The control point of the CNC system often does not coincide with the tool nose point, so the CNC system must automatically correct it Control points to ensure that the tip of the tool moves according to the established trajectory of the command. There are also functions such as TCPM, TCPC or RPCP in the industry. In fact, the function definitions of these names are similar to RTCP. Strictly speaking, the RTCP function is used in the structure of the double swing head, and the white head rotation center is used for compensation. . The function similar to RPCP is mainly applied to the double-turntable type machine tool, and the compensation is the change of the linear axis coordinate caused by the rotation of the workpiece. In fact, these functions have the same goal in different ways, all in order to keep the tool center point and the actual contact point between the tool and the workpiece surface unchanged. So for the convenience of presentation, this article unifies this type of technology as RTCP technology.
Define the concept of the fourth axis and the fifth axis in the five-axis machine tool: the rotation of the fourth axis in the double rotary table affects the attitude of the fifth axis, and the rotation of the fifth axis cannot affect the attitude of the fourth axis. The fifth axis is the rotation coordinate on the fourth axis.
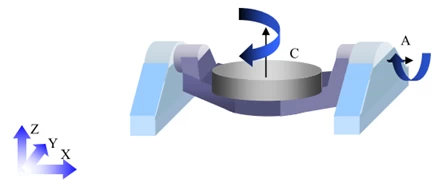
Ok, let's explain after reading the definition. As shown in the figure above, the 4th axis of the machine tool is the A axis and the 5th axis is the C axis. The workpiece is placed on the C-axis turntable. When the 4th axis A axis rotates, because the C axis is installed on the A axis, the C axis attitude will also be affected. In the same way, for the workpiece we put on the turntable, if we program the tool center cutting, the change of the rotation coordinate will inevitably lead to the change of the linear axis X, Y, Z coordinates, resulting in a relative displacement. In order to eliminate this displacement, the machine tool must compensate for it. RTCP is a function to eliminate this compensation.































